Understanding the ISO 10816-3 Vibration Severity Table
Acoem’s Falcon (vibration data collector/analyzer) uses Accurex™ automatic diagnostic software to determine vibration problems in rotating equipment. Accurex™ performs first-order diagnostics based on specifications. ISO 10816-3 (based on general vibration levels in velocity, in inches per second/peak or mm/sec/rms) and a second-order diagnostic based on several thousand rules. algorithms.
To help new users understand the ISO 10816-3 chart, let’s break it down. All machines within this specification operate at speeds between 120 and 15 000 rpm.
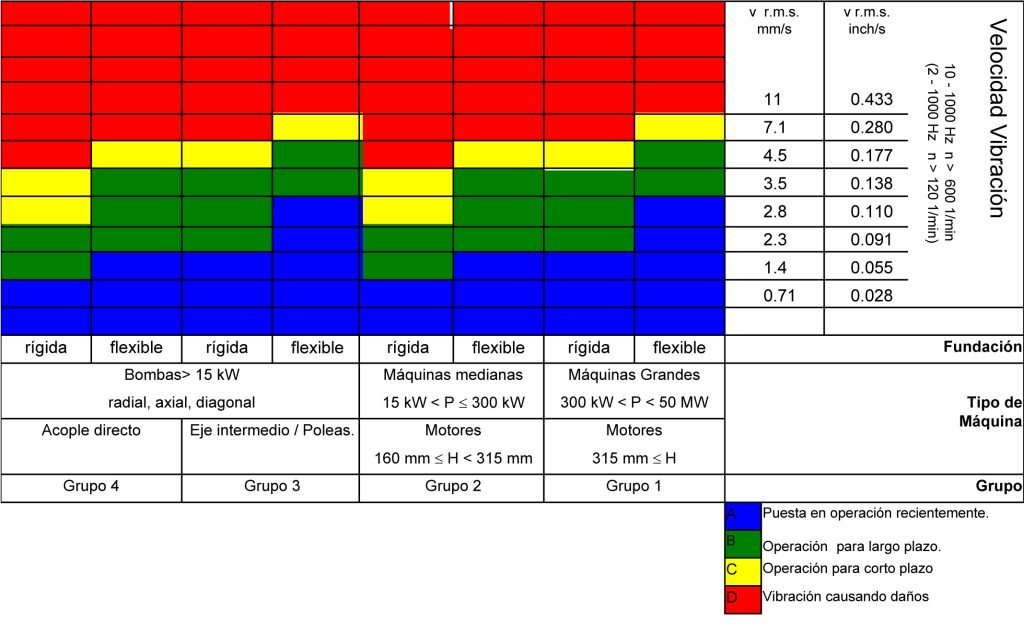
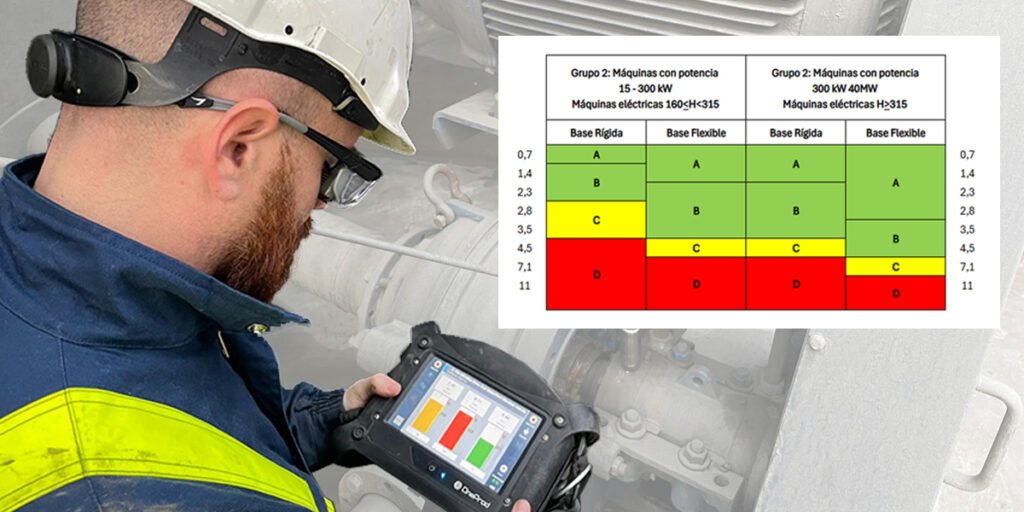
Group 2 Machines: electric motors and driven machines between 20 and 402 hp.
Group 1 machines: electric motors and driven machines above 402 hp.
You will notice in the graph that Group 1 machines can tolerate slightly higher vibration levels than Group 2 machines. This is because larger machines have a larger mass, a wider stance and can generally tolerate slightly higher overall vibration levels.
Each of these two groups is also separated into rigid and flexible mounts. Machines mounted on a flexible base, such as isolator springs or neoprene pads, can tolerate slightly higher vibration levels, as the movements of these machines are damped or damped by the isolator or pad.
Let’s take as an example a 150 hp electric motor, driving a pump, at 1765 rpm, on a rigid base, and use the ISO 10816-3 table.
Recommended vibration levels in speed (inches per second/peak)
- Newly commissioned machinery: this is assumed to be a new, unworn motor and pump, operating at “best case”. A general vibration level of 0.08 in/sec (pk) or 1.4 mm/sec (rms) or less would be expected.
- Unrestricted operation: this assumes a motor/pump that has been in operation beyond the original start-up. An acceptable vibration level would be less than 0.16 in/sec (pk) or 2.8 mm/sec (rms).
- Restricted operation: the same motor/pump operating at vibration levels between 0.16 and 0.25 in/sec (pk) or 2.8-4.5 mm/sec (rms) should be considered to have a problem causing excessive vibration, such as unbalance or misalignment. This machine could be operated as needed; however, maintenance should be scheduled to reduce vibration.
- Damage occurs: vibration levels in the motor/pump above 0.25 in/sec (pk) or 4.5 mm/sec (rms) could cause additional damage to machine components, such as bearings. This machine should be taken out of service as soon as possible and corrective action taken to reduce vibration.
Note that the ISO 10816-3 table is for “advised” levels of vibration quality. Some common sense should also be used. For example, a machine tool would need to operate at a lower vibration level to maintain the quality of the machining finish. A hammer mill may operate at a higher vibration level while in use.
However, for typical industrial machinery, the ISO 10816-3 table is a good benchmark for vibration quality. Want to learn more? Contact us.




Subscribe to our newsletter
Keep up to date with all the latest news on predictive maintenance and reliability!